



Као професионални произвођачи, Бордерсун би желео да вам пружи висококвалитетни процес брзе израде прототипа метала. И ми ћемо вам понудити најбољу услугу након продаје и благовремену испоруку.
Процес брзе израде прототипа метала
Брза израда металних прототипова, такође позната као брза израда прототипа метала или брза израда прототипа металних делова, односи се на процес брзе и ефикасне производње металних прототипова коришћењем технологија адитивне производње. Ове технологије омогућавају стварање сложених геометрија и функционалних металних делова без потребе за традиционалним процесима обраде или алата.
Доступно је неколико процеса брзе израде прототипа метала, од којих сваки има своје предности и разматрања. Ево неких најчешће коришћених метода:
1. Директно ласерско синтеровање метала (ДМЛС): ДМЛС користи ласер велике снаге за селективно спајање честица металног праха, слој по слој, како би се створио жељени метални део. Нуди високу прецизност, добру завршну обраду површине и могућност израде сложених облика. Материјали који се обично користе у ДМЛС-у укључују нерђајући челик, титанијум, алуминијум и кобалт-хром.
2. Селективно ласерско топљење (СЛМ): СЛМ је сличан ДМЛС-у, али укључује потпуно топљење металног праха уместо његовог синтеровања. Ово резултира гушћим делом са побољшаним механичким својствима. СЛМ се често користи са материјалима као што су титанијум, алуминијум и легуре никла.
3. Топљење електронских зрака (ЕБМ): ЕБМ користи електронски сноп да топи метални прах и створи жељени део. Нуди велике брзине израде и може да обрађује материјале као што су титанијум и кобалт-хром. ЕБМ је посебно погодан за велике делове.
4. Убризгавање везива: У овом процесу, течно везиво се селективно наноси на слојеве металног праха, повезујући их заједно. Када је део у потпуности одштампан, он пролази кроз секундарни процес, као што је синтеровање или инфилтрација, да би се постигла коначна чврстоћа. Убризгавање везива може се користити са различитим металима, укључујући нерђајући челик, бронзу и алатни челик.
ЦНЦ обрада прототипа алуминијума
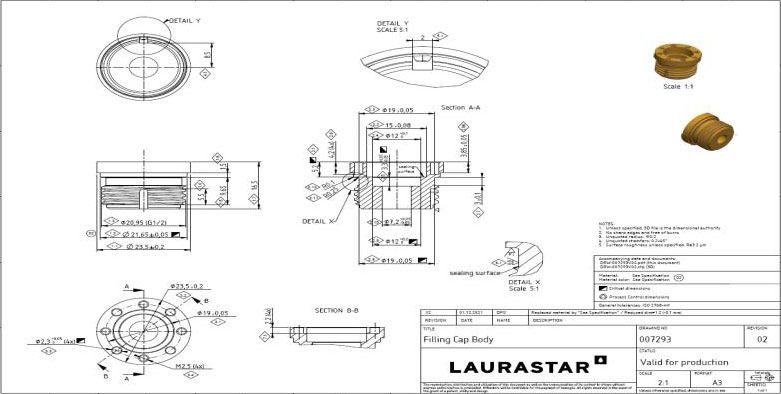
Због мале густине, мале тежине, добре крутости и лаке обраде алуминијума, он постаје материјал првог избора за високо прецизне делове, шаблоне и уређаје. А прототип алуминијума за ЦНЦ машинску обраду се широко користи за ручни модел у области ваздухопловства, авијације, аутомобила, медицинских и кућних апарата.

Подразумевана толеранција димензија ЦНЦ прототипа алуминијума за обраду је између ±0,1 мм. Ако купци захтевају толеранцију мању од 0,1 мм, потребно је обезбедити 2Д датотеке у формату ПДФ, ДВГ или ДКСФ. Да би се осигурало да је прототип који добијете тачан у димензијама и прецизности, Бордерсун ће обезбедити извештаје о мерењу у пуном обиму за 10 делова прототипа.
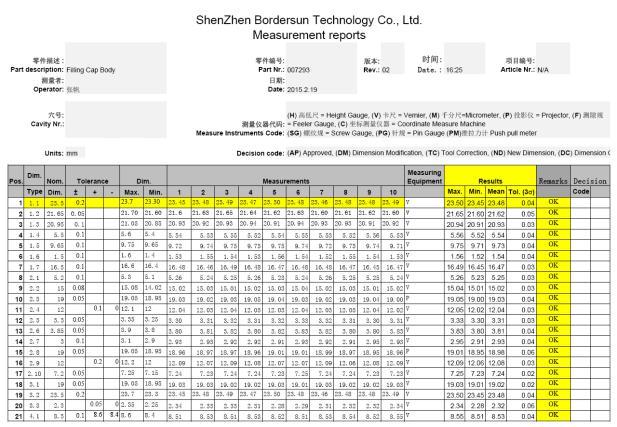
(Извештај о мерењу) (4-2)
Са релевантним електролитом, одређеним процесом и електричном струјом, површина легуре алуминијума ће произвести оксидациони филм. Филм је заштитни и декоративни. Анодна оксидациона површинска обрада прототипа алуминијума за ЦНЦ машинску обраду је обилна и може се направити све боје.

Након оксидираног бојења, ЦНЦ прототип алуминијума за обраду треба да буде запечаћен. Заптивање микропора, тако да се молекул боје не исцеди, а функција и декорација површине могу бити заштићени. Због недостатка колориметра, мала радионица доноси визуелну процену упоређујући Пантоне, што може довести до грешке и незадовољства купаца. Главни разлог је то што се абразивно пескарење не распоређује равномерно, и резултира две различите површине након анодне оксидације.








